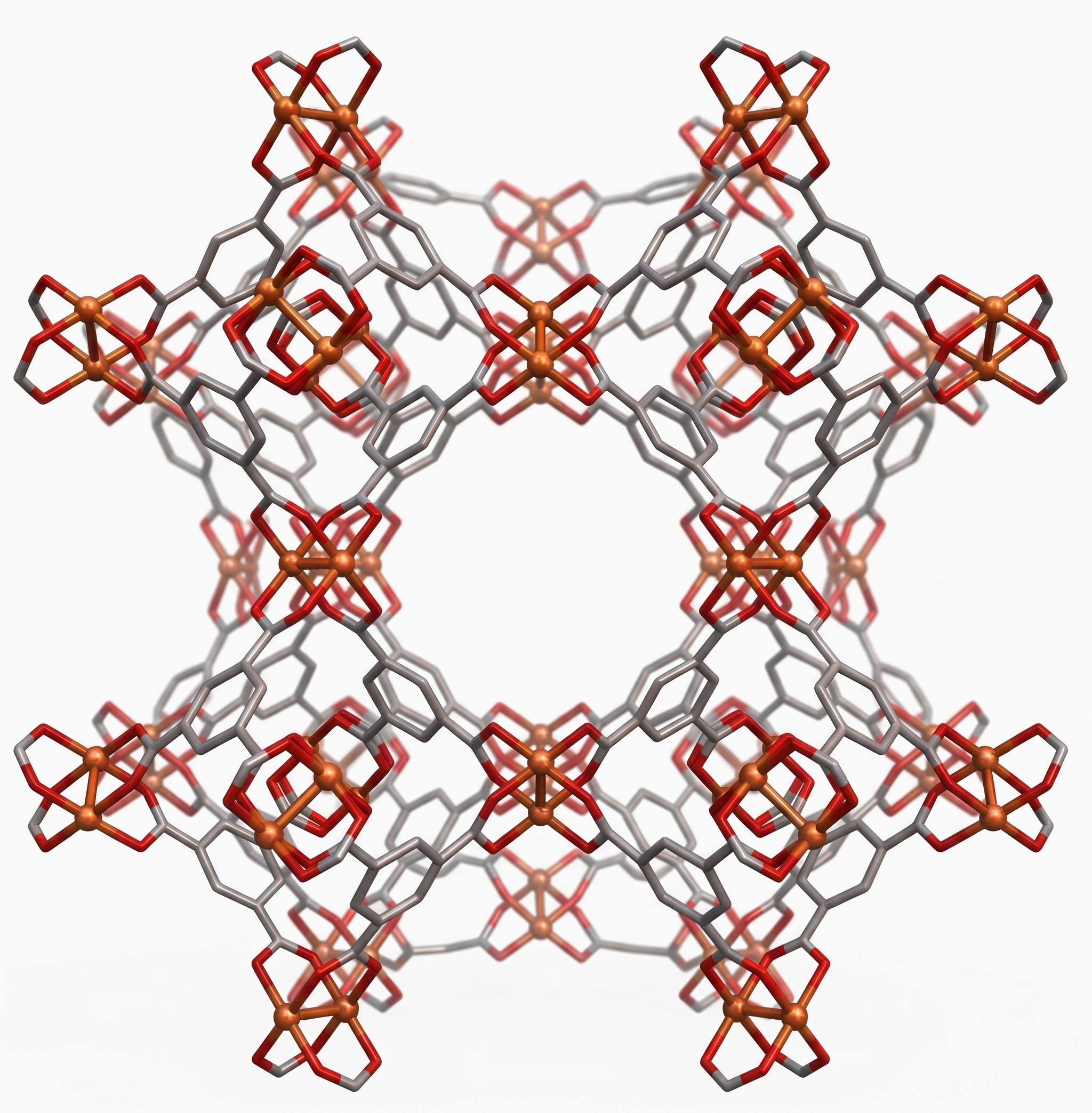
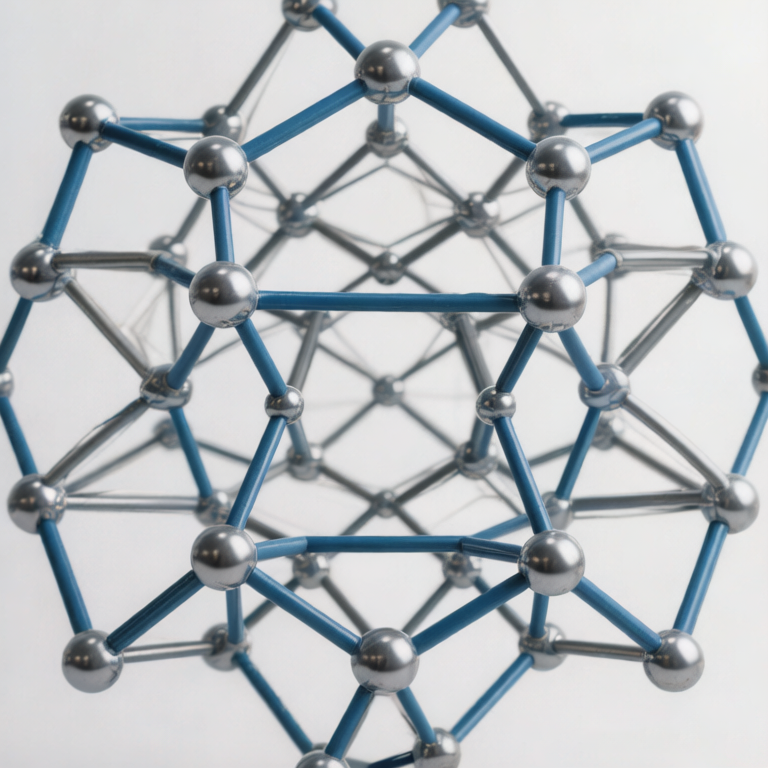
What is MOF
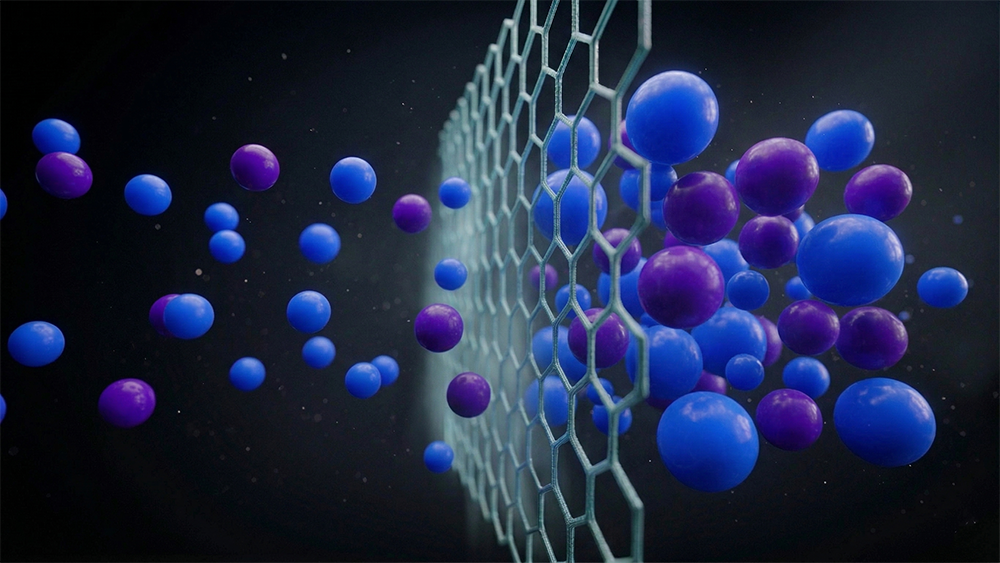
MOF (Metal-Organic Framework) is a class of novel functional materials with tunable structures, controllable pores, and ultra-high surface areas. They can be optimized at the molecular level for specific application needs, showing vast potential in separation, adsorption, and catalysis.